150焦耳双脉冲储能电池组点焊机
电池包焊接设备包括如下 :
1. ADP1 双脉冲储能精密焊接电源
2. WBT-Q03 气动式双点精密焊机
3. 焊接电缆两条
4. 配备直径3mm或6mm强化铝铜焊针1副
5. 配备脚踏开关1个
ADP1 双脉冲储能焊接电源
 规格:
规格:
1. 净重(kg): 28
2. 尺寸(mm): 450 * 210 * 287
3. LCD 显示
4. 双脉冲输出,最大焊接能量150焦耳
5. 208VAC-230VAC,50/60Hz
特性:
1. 焊接能量高精度控制,提高焊点质量
2. 焊接电流监控功能
3. 焊接质量评估与输出功能
4. 多种焊接控制握手信号,便于嵌入到自动焊接系统
5. 串行通讯可以将每次的焊接结果数据传送到电脑
6. 对多可设置8组焊接参数
WBT-Q03 气动式双点精密焊头

特性:
1. 净重(kg): 11
2. 尺寸(mm): 340 * 200 * 475
3. 焊接压力范围(kg):0 ~ 4 或 0 ~ 8
4. 喉部深度(mm): 120
5. 平行电极结构,电极行程可调
6. 可夹持直径3mm/6mm(直径)
7. 驱动方式: 气动
焊针与电池组的正确位置:
(1)焊针下压前与电池组的相对位置 (2)焊针下压后与电池组的相对位置


在焊接3000 - 3500次后,需要修磨焊针

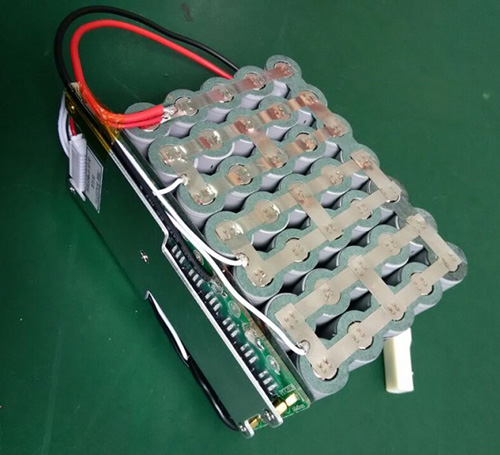
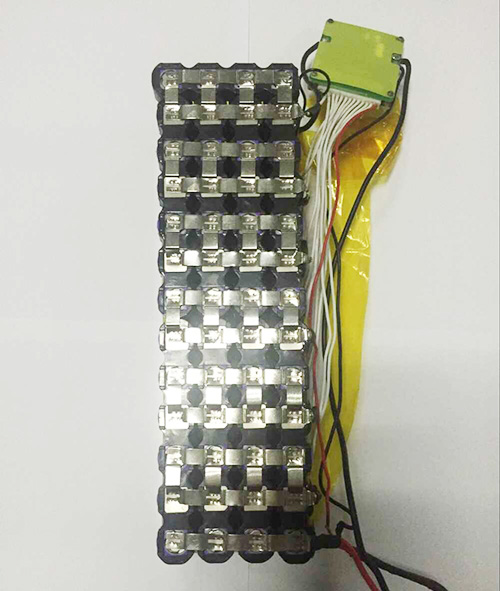
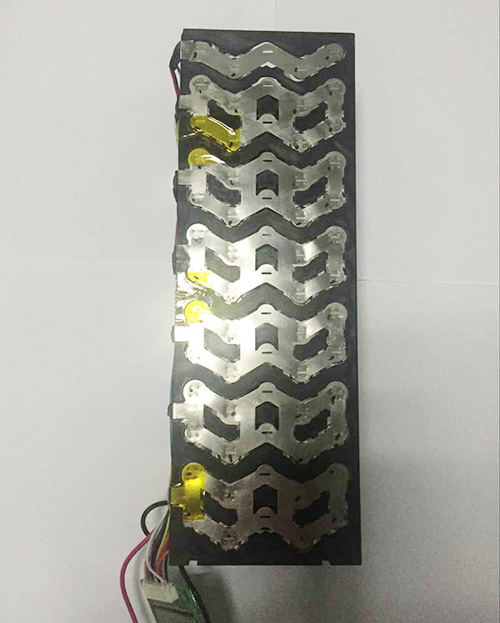
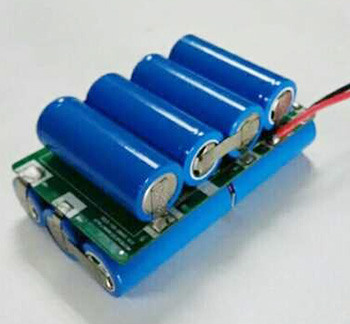
焊接应用: