通用焊接电源

UF25高频逆变直流焊接电源
特性:
- 高达10Khz的逆变频率,使焊接能量控制更加准确快速。
- 双脉冲焊接,每个脉冲均可设置缓升,缓降,焊接时间,焊接能量,监测参数。
- 多种焊接能量控制方式,恒流/恒压/恒功率。
- 多种工作模式,普通焊接,缝焊,滚焊,远程控制。
- 焊接结果以文本和图形显示功能。
- 焊接过程监控评估功能,便于焊接品质管理。
- 远程控制功能,使UF25易于嵌入到自动焊机中。
- 串行通讯功能,可将每次的焊接结果数据传送到电脑。
Product Details
规格:
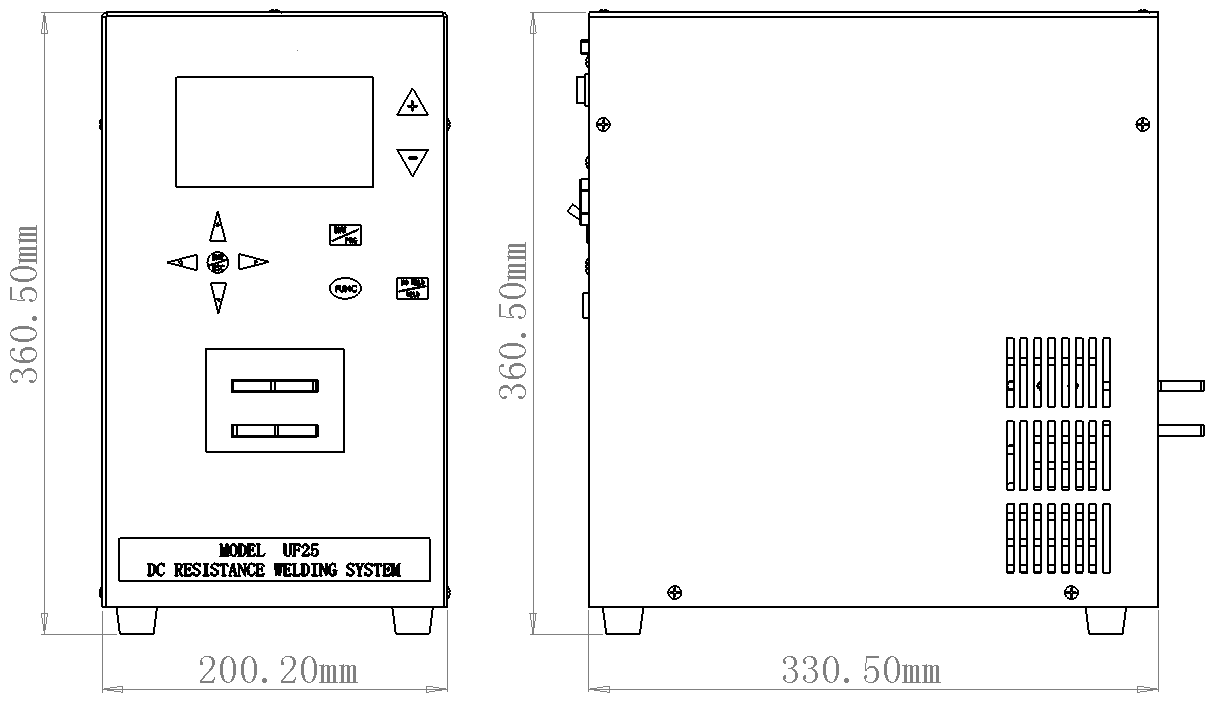
1. 尺寸(mm):200.2(W) * 360.5(H)* 330.5(D)
2. 重量(kg):14.2
3. 供电电源:单相,220ACV/30A
4. 待机工耗:30W
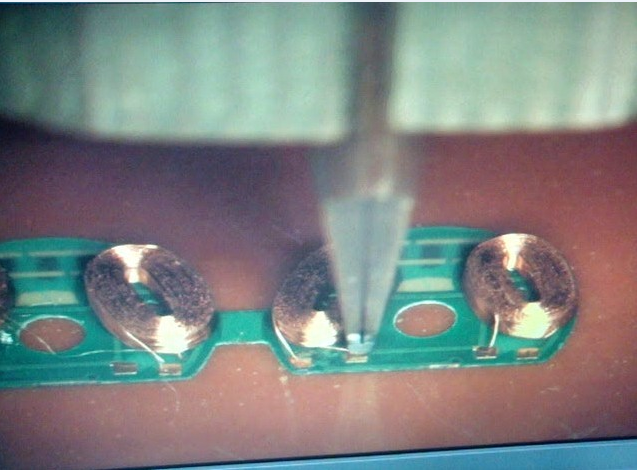
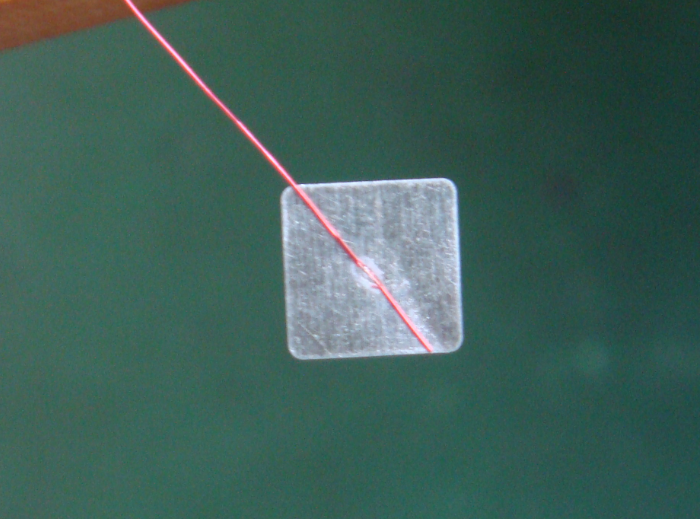
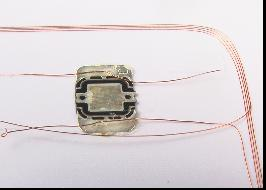
应用