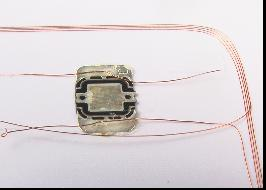
细线及小线径漆包线点焊机
1. UF25高频直流逆变焊接电源 1台
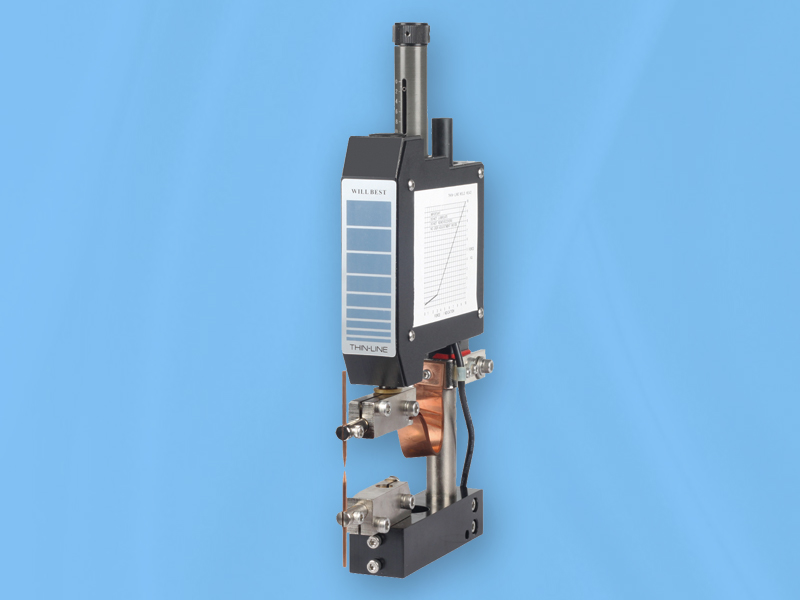
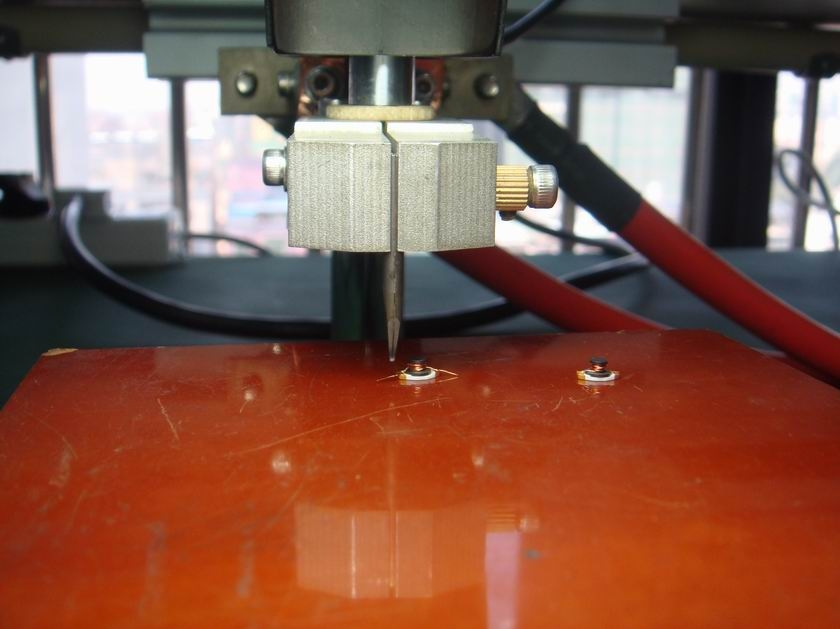
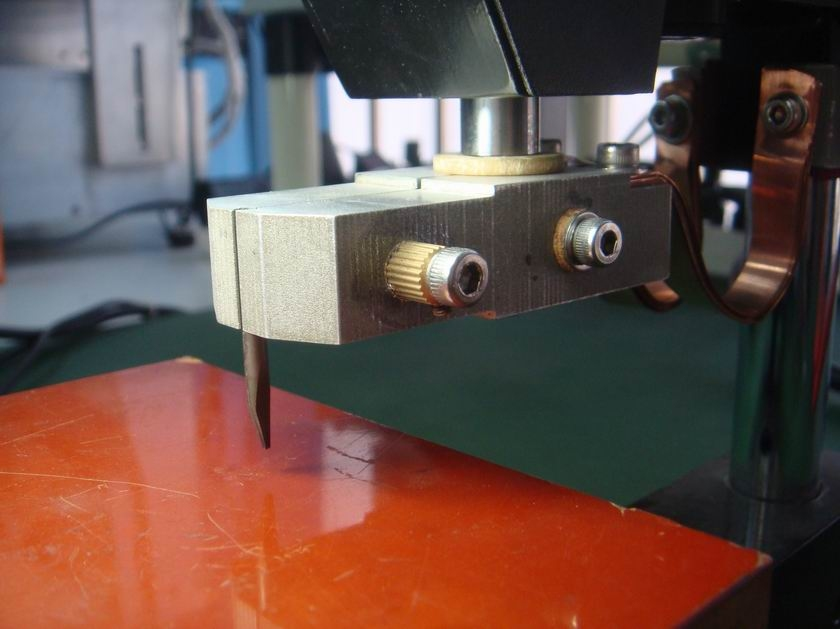
2. WBT-F01 脚踩单点精密焊头 1台
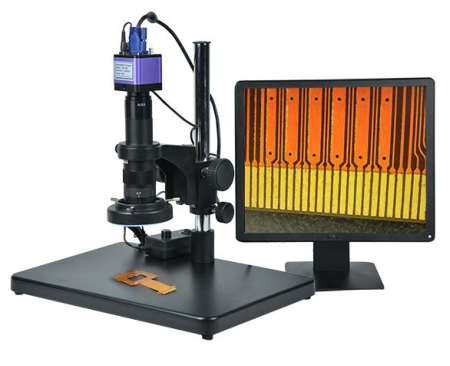
3. 高清视频显微镜 1台
4. 高清显示屏 1台
5. 连接线 1套
6. 焊接电缆 2条
UF25高频直流逆变焊接电源简介:

物理特性:
1. 净重(kg): 15
2. 尺寸(mm): 200 * 360.5 *330.5mm
3. LCD 显示
4. 最大焊接电流2400A
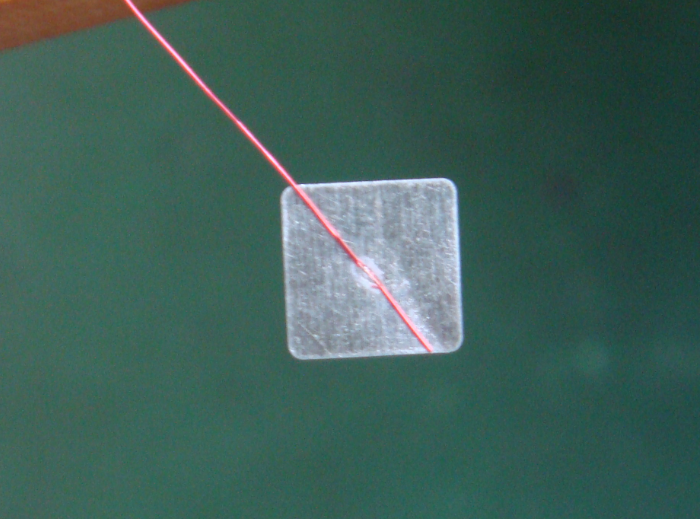
5. 焊线直径 Φ0.02-0.3mm
6. 焊接厚度 0.1-0.4mm
7. 冷却方式: 风冷
8. 供电电源:单相205VAC ~ 235VAC
功能特点:
● 高达10Khz的逆变频率,使焊接能量的控制更加精确,迅速
● 双脉冲焊接功能,每个脉冲的参数单独可调
● 多种焊接能量控制模式恒流/恒压/恒功率
● 焊接过程电流/电压/功率/压力全监控,焊接质量评估,结果输出
● 焊接过程参数使用文字和波形显示,简单直观
● 多种焊接工作模式,普通焊接,连续焊接,缝焊,远程控制模式等
● 串行通讯可以将每次的焊接过程参数传送到电脑
● 可适应各种焊头工作
● 自动变规范功能,可适应单工件多种焊点焊接的要求
● 焊接计数器可实现全焊点累计或合格焊点累计功能
● 多种自动控制握手信号,便于嵌入到自动焊接系统中
WBT-F01 脚踩式单点精密焊机头简介:
物理特性:
1. 净重(kg): 10
2. 尺寸(mm): 348 x 193 x 43
3. 焊接压力(kg): 0 ~ 4
4. 喉部深度(mm): 120
5. 驱动方式: 脚踩
功能特点:
● 高精度,长寿命的焊头结构
● 优秀的焊接追随特性,提高焊点强度
● 焊头压力弹簧及压力控制放电,保证了稳定的焊点质量
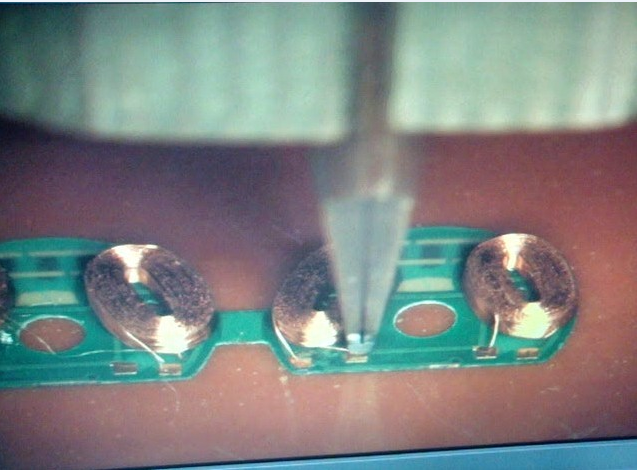
漆包线焊针--平行间隙焊接
CCT+显示屏
应用: