通用焊接电源

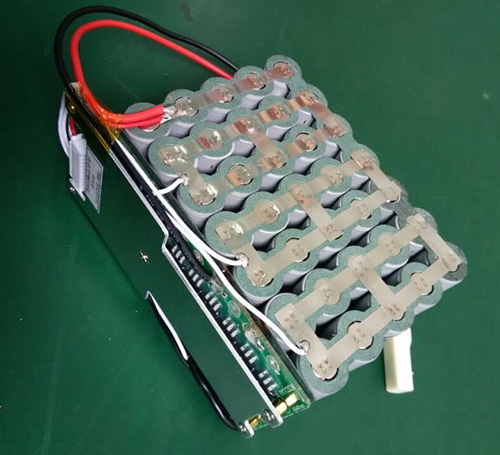
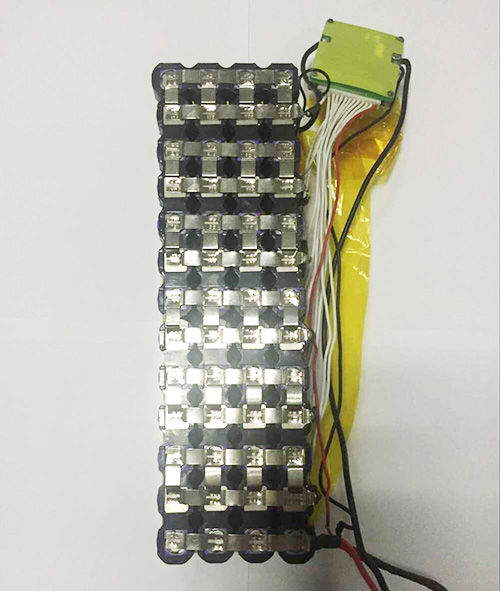
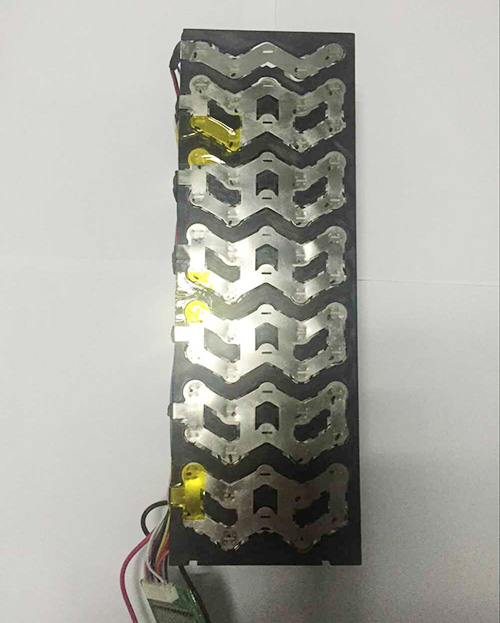
ADP3 双脉冲储能式精密焊接电源
规格:
1. 净重(kg): 37.5
2. 尺寸(mm): 500 * 250 * 3463. LCD 显示屏
4. 双脉冲输出
5. 最大输出能量300焦耳
6. 208VAC-230VAC,50/60Hz
Product Details
特性:
1. 焊接能量高精度控制,提高焊点质量和焊接一致性
2. 可存储10组焊接程序
3. 3档焊接电流波形设置
4. 焊接电流极性切换
5. 焊接电流监控和波形显示功能
6. 多种单机工作模式
7. 多种远程控制信号,便于嵌入自动焊接系统
8. 串行通讯可以将每次的焊接参数传送到电脑
应用: